Sheet metal cone calculator.
Calculating flat pattern length sheet metal.
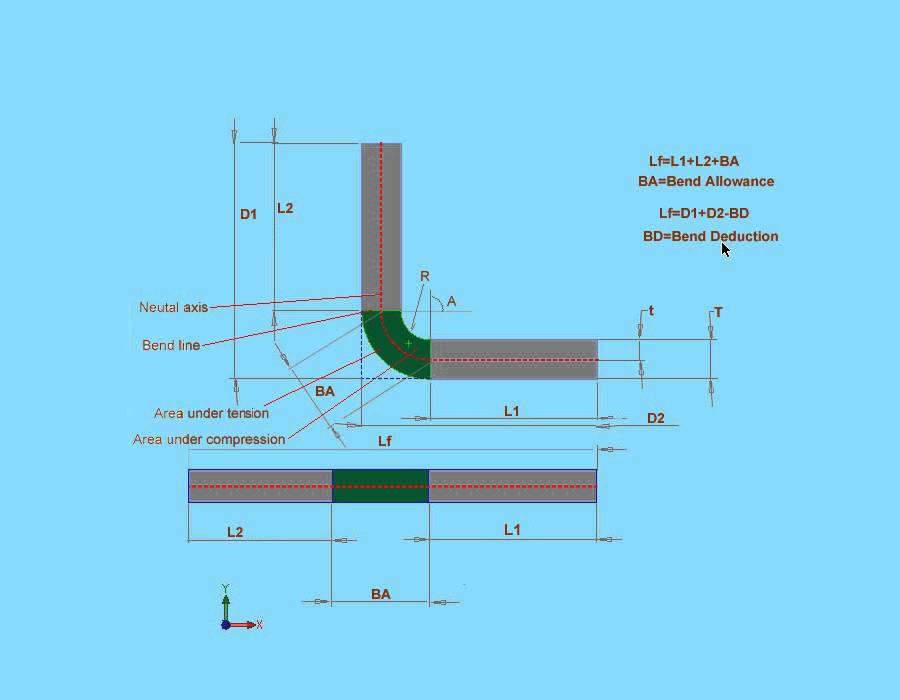
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
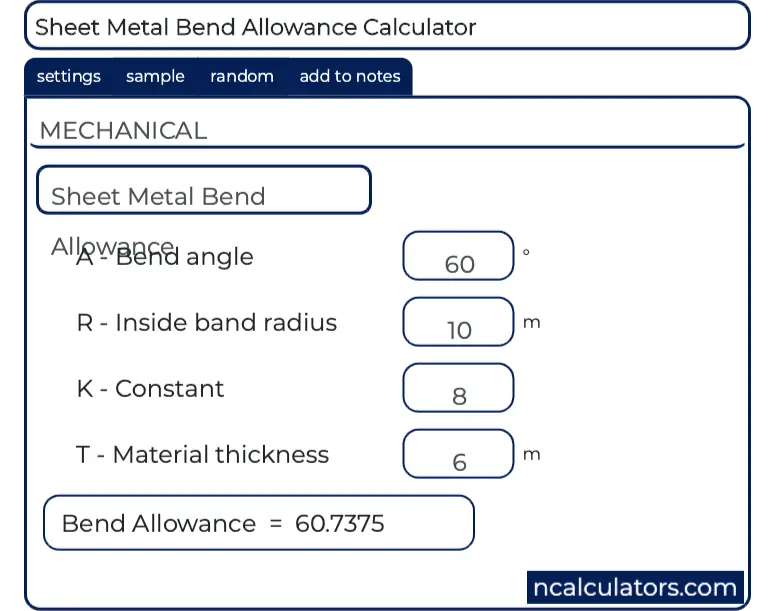
Calculate the value bend allowance for required sheet metal bend by using below formula.
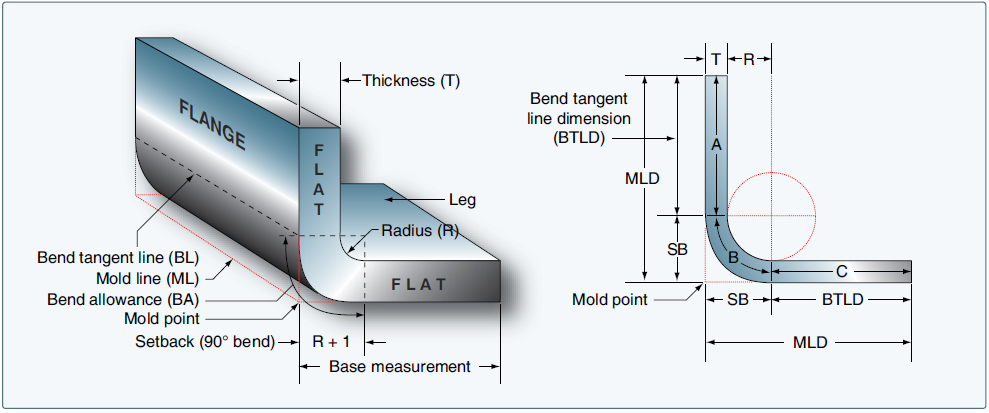
The bend allowance is defined as the material you will add to the actual leg lengths of the part in order to develop a flat pattern.
As this happens you gain a small amount of total length in your part.
As this happens you gain a small amount of total length in your part.
Material thickness mt the gauge of the material in decimal form.
View the cone instructions below to learn how to manually layout the flat pattern for a truncated cone in single or multiple gore sections.
We are going to review three bending scenarios with three different bending angles.
Here are the steps to be followed to calculate sheet metal flat length.
Value of bend deduction and flat pattern are shown in result section.
Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
Enter k factor values.
My requirement is to extract the blank length and width for the parts with no bends where there is no need to use the flat pattern feature.
The curved steel cone calculator from chicago metal rolled products makes it easy to find the precise curved steel cone dimensions you need.
Bend allowance ba π 180 r k t a.
Use k factor calculator to calculate k factor values.
Consider a sheet with a 20 mm thickness and a length of 300 mm as shown in figure 1.
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
Sheet metal flat length can be calculated in the following three simple steps.
If the value of sheet metal k factor and bending flange length is known.
Time and material is wasted on various tests before getting a reliable value.
Bend allowance ba the amount of added to the sum of the two leg lengths to obtain the flat pattern length.
Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
60 90 and 120 and we will calculate k factor bend allowance and bend deduction for them.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
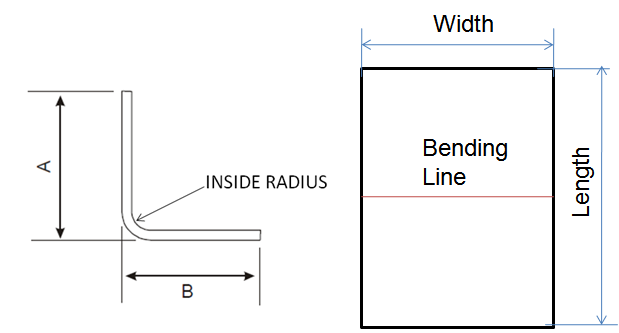
Flat pattern inside radius.
Bend deduction bd the amount removed from the sum of the two flange lengths to obtain a flat pattern.
Cmrp delivers every time.
Kindly let me know if any.
Enter flange length internal radius and thickness values.